






















Protein purification and separation are critical because producing a biomolecule is only part of the job. The real value appears when the target protein can be isolated, concentrated and prepared with the purity and consistency the application requires.
In bioprocessing, this is where downstream work becomes decisive. A strong upstream result can still fail commercially or technically if the separation and purification route is not robust enough.
Protein purification is not one isolated step, it is a sequence of operations that remove impurities, concentrate the target and prepare the product for the next stage of development or manufacturing.
Why protein purification matters so much in bioprocessing
Protein production does not end when expression is complete. At that point, the product is still mixed with cells, cell debris, host-related impurities, media components and many other unwanted materials that have to be reduced or removed.
That is why purification matters. It determines whether the target can move forward with acceptable quality, concentration and functional integrity.

A high-producing process is not enough if the downstream route cannot recover and refine the target efficiently.
Main separation principles used in protein purification
Protein purification methods are usually built around a few core separation logics. The exact sequence depends on the target molecule, the impurity profile and the final purity requirements.
Useful when the process takes advantage of molecular size differences, as in membrane filtration or certain chromatographic strategies.
Useful when proteins and impurities differ in ionic behavior and can be resolved under controlled pH and conductivity conditions.
Useful when the process relies on stronger molecular recognition to isolate a target more specifically.
In practice, the best downstream route often combines more than one of these principles instead of relying on a single perfect step.
How a typical purification workflow looks
Even though every process is different, protein purification usually follows a broad sequence that starts with clarification and moves toward concentration, separation and polishing.
Remove cells or particulate material to make the product stream easier to handle downstream.
Recover the target or separate it from major impurities in an early high-impact step.
Adjust volume and composition so the product is ready for later purification stages.
Remove remaining impurities and refine the product toward the final quality target.
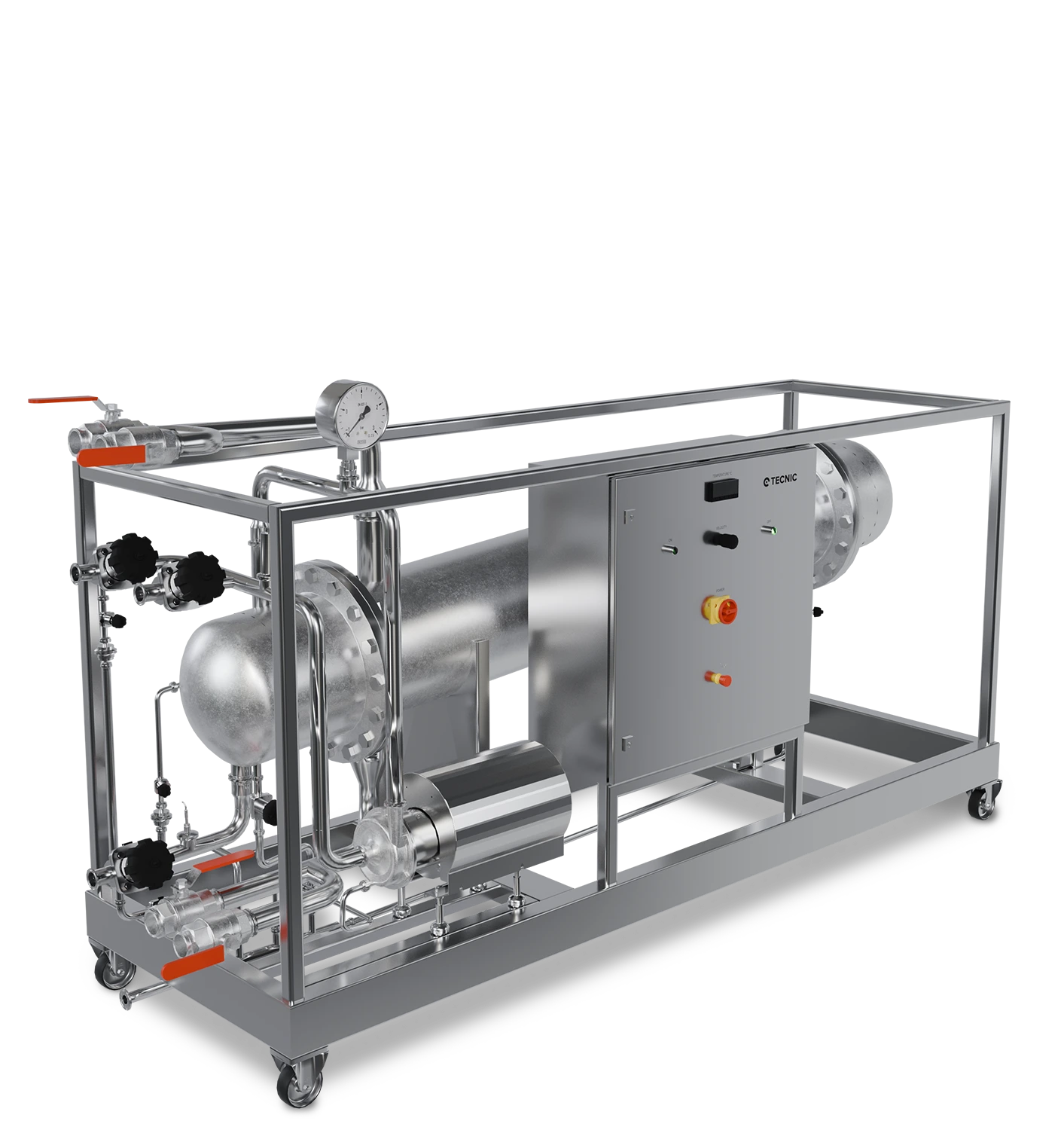
Where TFF fits in protein purification and separation
Tangential flow filtration is especially useful when the process needs concentration, diafiltration, buffer exchange or clarification support. It is not a universal replacement for all downstream methods, but it is often one of the most practical and scalable tools in the sequence.
This is why TFF appears so often in protein and antibody workflows. It helps reduce volume, condition the product stream and support the transition between major downstream stages.
TFF is often most valuable not as the whole downstream strategy, but as the step that makes the rest of the strategy work better.
What teams should check before defining a purification route
A good purification strategy starts with the process reality, not with a preferred technology.
How TECNIC fits this downstream workflow
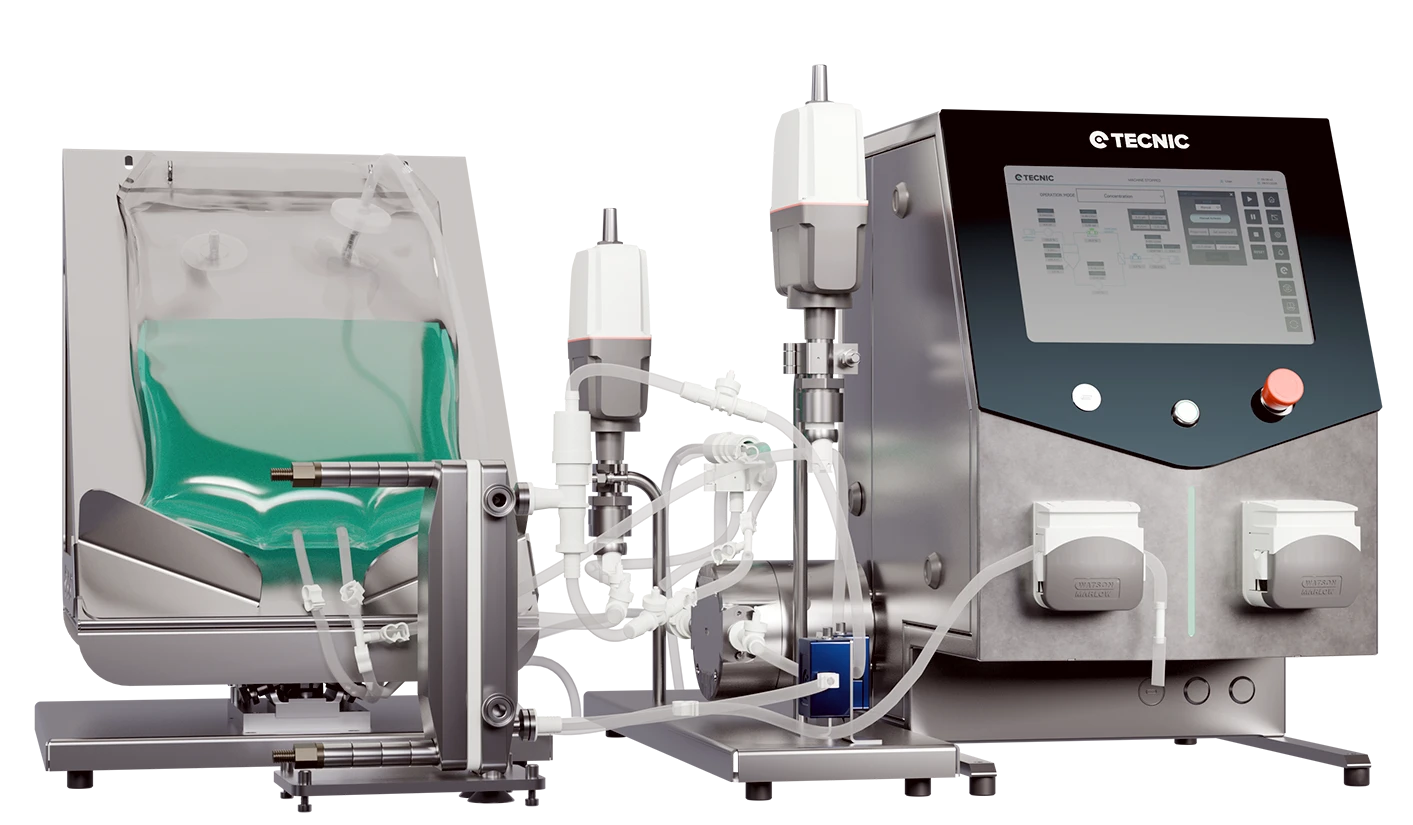
TECNIC fits naturally into this topic through its TFF range, especially where the process needs practical concentration, diafiltration, clarification support or a stronger scale-up path from lab to pilot and production.
eLab TFF
A natural fit for laboratory-scale protein concentration and downstream development work.
eLab TFF SU
Useful when single-use logic helps simplify handling and downstream setup at lab scale.
ePilot TFF
Important when purification work needs a pilot bridge and not only a lab demonstration.
TFF systems overview
For readers comparing scales and process needs, the full TFF range gives the broader context.
This article works best when the reader sees purification as a connected process sequence and TFF as one of the most useful tools inside that sequence.
Frequently asked questions
Why is protein purification necessary in bioprocessing?
Because the target protein is usually mixed with many impurities after production and needs to be isolated and refined before use.
Is one purification method enough for most proteins?
Usually not. Most workflows combine multiple steps to improve purity, concentration and final product quality.
What is the role of TFF in protein purification?
TFF is often used for concentration, diafiltration, clarification support and buffer exchange within the downstream workflow.
What is the difference between capture and polishing?
Capture focuses on early recovery and major impurity reduction, while polishing refines the product toward the final quality target.
What should be reviewed before choosing a purification route?
The target properties, impurity profile, required concentration changes, scale-up path and product stability all matter.
Reviewing a downstream route for protein concentration or purification?
Explore TECNIC’s TFF systems or speak with our team to review the right filtration path for your process.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}